氮化铝陶瓷具有优良的绝缘性、导热性、耐高温性、耐腐蚀性以及与硅的热膨胀系数相匹配等优点,成为新一代大规模集成电路、半导体模块电路及大功率器件的理想散热和封装材料。成型工艺是陶瓷制备的关键技术,是提高产品性能和降低生产成本的重要环节之一。
随着工业技术的高速发展,传统的成型方法已难以满足人们对陶瓷材料在性能和形状方面的要求。陶瓷的湿法成型近年来成为研究的重点,因为湿法成型具有工艺简单、生产效率高、成本低和可制备复杂形状制品等优点,易于工业化推广。
湿法成型包括流延成型、注浆成型、注射成型和注凝成型等。
氮化铝陶瓷的流延成型
料浆均匀流到或涂到支撑板上,或用刀片均匀的刷到支撑面上,形成浆膜,经干燥形成一定厚度的均匀的素坯膜的一种料浆成型方法。流延成型工艺包括浆料制备、流延成型、干燥及基带脱离等过程。
流延成型工艺流程图

溶剂和分散剂
高固相含量的流延浆料是流延成型制备高性能氮化铝陶瓷的关键因素之一。溶剂和分散剂是高固相含量的流延浆料的关键。溶剂必须满足以下条件:
(1)必须与其他添加成分相溶,如分散剂、粘结剂和增塑剂等;
(2)化学性质稳定,不与粉料发生化学反应;
(3)对粉料颗粒的润湿性能好;
(4)易于挥发与烧除;
(5)使用安全、卫生且对环境污染小。
粘结剂和增塑剂
在流延浆料中加入粘结剂与增塑剂主要是为了提高薄片的强度和改善薄片的韧性及延展性。流延薄片在室温下自然干燥时,溶剂不断挥发,粘结剂则能自身固化成三维网络结构防止薄片中的颗粒沉降,并且赋予薄片一定的强度。增塑剂的引入保证了薄片的柔韧性,同时降低了粘结剂在室温和较低温度时的玻璃化转变温度。
流延成型的工艺特点:优点:设备不太复杂,工艺稳定,可连续生产,效率高,自动化程度高,坯膜性能均一且易于控制, 适于制造各种超薄形陶瓷器件,氧化铝陶瓷基片等。缺点:坯体密度小,收缩性高。
氮化铝陶瓷的注射成型
陶瓷注射成型技术(CIM)是一种制造复杂形状陶瓷零部件的新兴技术,在制备复杂小部件方面有着其不可比拟的独特优势。随着近年来全球范围内电子陶瓷产业化规模的不断扩大,CIM 技术诱人的应用前景更值得期待。该工艺主要包括喂料制备、注射成型、脱脂和烧结。
注射成型工艺流程图

粘结剂
粘结剂是氮化铝陶瓷粉末的载体,决定了喂料注射成形的流变性能和注射性能。良好的粘结剂可起到形状维持的作用,且有效减少坯体变形和脱脂缺陷的产生。
陶瓷注射成型粘结剂须具备以下条件:
(1)流动特性好,注射成型黏度适中,且黏度随温度不能波动太大,以减少缺陷产生;
(2)对粉体的润湿性和粘附作用好;
(3)具有高导热性和低热膨胀系数。
(4)一般由多组分有机物组成,单一有机粘结剂很难满足流动性要求。
排胶工艺
由于注射成型坯体中有机物含量较高,排胶过快会造成坯体开裂、起泡、分层和变形,因此,如何快速高效排胶成为注射成型的一大难点。排胶工艺包括热排胶和溶剂排胶。起初主要采用热排胶,简单地把有机物烧除,这种方式能耗高、时间长。为了提高排胶效率,一些学者探索了溶剂排胶的工艺。由于粘结剂中石蜡占比重较大,溶剂排胶主要是将坯体中的石蜡溶解,其他粘结剂仍能维持坯体形状。溶剂排胶结合热工艺排胶可以大大缩短排胶时间。
(1)可近净尺寸成型各种复杂形状,很少(或无需)进行机械加工;(2)成型产品生坯密度均匀,且表面光洁度及强度高;(3)成型产品烧结体性能优异且一致性好;(4)易于实现机械化和自动化生产,生产效率高。
氮化铝陶瓷的注凝成型
该工艺的基本原理是在黏度低、固相含量高的料浆中加入有机单体,在催化剂和引发剂的作用下,使料浆中的有机单体交联聚合形成三维网状结构,使料浆原位固化成型,然后再进行脱模、干燥、去除有机物、烧结,即可得到所需的陶瓷零件。
注凝成型工艺流程图
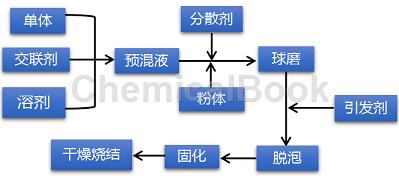
坯体强度高、坯体整体均匀性好、可做近净尺寸成型、适于制备复杂形状陶瓷部件和工业化推广、无排胶困难、成本低等。目前流延成型和注射成型在制备氮化铝陶瓷方面具有一定优势,随着科学技术的发展以及人们对环境污染的重视,凝胶流延成型和注凝成型必然会取代上述两种方法,成为氮化铝陶瓷的主要生产方法,从而促进氮化铝陶瓷的推广与应用。